总 部:029-88325700
地 址(zhǐ):西(xī)安市高新(xīn)区高新(xīn)路80号望庭(tíng)国(guó)际一单(dān)元901室
工(gōng) 厂:029-86085235
网址:www.haidong-yanbian.chaxunxianlu.com
地(dì) 址:西安泾河(hé)工业园北区西金路195号
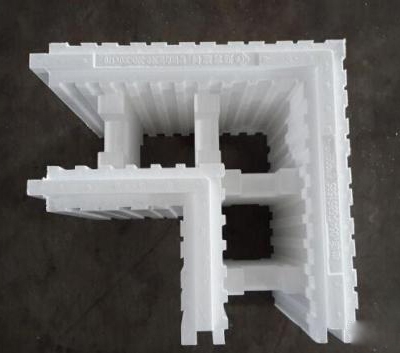
因此(cǐ),使(shǐ)用(yòng)齿轮泵作为压降(jiàng)成核元件能够生(shēng)产高质量的微孔结(jié)构,epp保温箱适用于各种流(liú)率的产品制(zhì)造(zào),可以加工聚合物的范围较大。但是(shì)由于(yú)齿轮泵需制作对相互啮合(hé)的齿轮,而且还有需要日常正确维护的驱动和调速(sù)装置,因此加(jiā)工成本高,限制了其广泛使用。
微孔泡沫塑(sù)料连续挤岀成(chéng)型技(jì)术(shù)微孔泡(pào)沫塑料的连续挤岀成型主(zhǔ)要(yào)以超临界CO2或N2作为物理发泡剂。epp保温箱采用(yòng)超临界CO2和N2作为(wéi)微孔(kǒng)泡沫塑料发泡剂的一(yī)个重要(yào)原因(yīn)是(shì),可以(yǐ)实现成型微孔泡沫塑料所需的极高成(chéng)核速率,而无需再添(tiān)加其他成核剂,如滑(huá)石粉等;另一个原因就是(shì)价格便宜以及对环境没有污染。
")
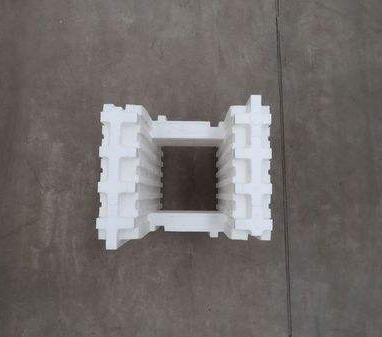
微孔泡沫塑料连续挤岀成型过(guò)程。微孔(kǒng)泡沫塑料连续挤出成型方法。整个工(gōng)艺过程包括3个阶段:聚合物塑(sù)化阶段、气体一聚合物均相体系形成阶段(duàn)、微孔发泡(pào)阶(jiē)段。这3个(gè)阶段分别完成(chéng)聚合物的塑化,气(qì)体一聚合物均相体(tǐ)系的形成,气泡的(de)成核、长(zhǎng)大及定型。
聚(jù)合物粒(lì)料或粉料从料斗进入(rù)挤出机,CO2或N2从挤出机熔融段中部注入,形(xíng)成较大(dà)的初始气泡,经过螺杆的高速混合、剪切后,初始气(qì)泡分裂为很多(duō)小(xiǎo)气泡,加快了气体扩散进入聚合物(wù)熔体的速度。
仅仅通过螺杆的剪切来形成气体(tǐ)一聚合物(wù)均相体系还不够,epp保温箱(xiāng)可以采用(yòng)其他元件来加速这一过程,通常是增加静态混合器。为(wéi)了进一步提高气体在聚(jù)合物熔体(tǐ)中的溶解速度,还可以将(jiāng)超临(lín)界(jiè)流体注入到聚合物熔体中。